以铝为主要合金元素的铜基合金,是含有铁、锰元素的铝青铜,属于高强度耐热青铜。
概述
含铝量一般不超过11.5%,有时还加入适量的铁、镍、锰等元素,以进一步改善性能。铝青铜可热处理强化,其强度比锡青铜高,抗高温氧化性也较好。
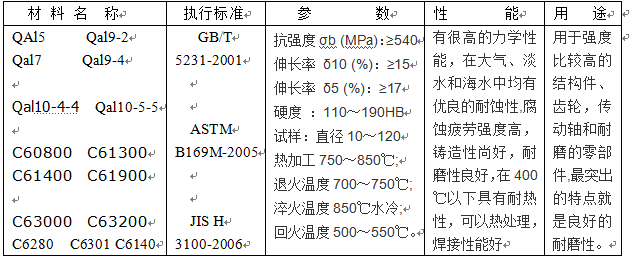
有较高的强度 良好的耐磨性 用于强度比较高的螺杆、螺帽、铜套、密封环等,和耐磨的零部件,最突出的特点就是其良好的耐磨性。
为含有铁、锰元素的铝青铜有高的强度和耐磨性,经淬火、回火后可提高硬度,有较好的高温耐蚀性和抗氧化性在大气、淡水和海水中抗蚀性很好,可切削性尚可,可焊接不易钎焊,热态下压力加工良好。我国已能量轮氏产。
性能
铝青铜具有许多优良的性能。铝青铜具有很高的强度、硬度和耐磨性,常用来制造齿轮坯料、螺纹等零件。铝青铜具有很好的抗蚀性,因此可用来制造耐腐蚀零件,如螺旋桨、阀门等。铝青铜在冲击作用下不会产生火花,可用来制造无火花工具材料。具有优良的导热系数和稳定的刚度,作为模具材料在拉伸、压延不锈钢板式换热器时不会产生粘模、划伤工件等优点,已成为一种新型模具材料。铝青铜具有形状记忆效应,已经作为形状记忆合金得到发展。铝青铜合金价格相对便宜,成为一些昂贵金属材料的部分替代品,如替代锡青铜、轿答不锈钢、镍基合金等。正是由于铝青铜所具有的优良特性,越来越受到喜爱,在民用和军事工业中起着重要的作用。
国内常用牌号
QAL7:具有高的强度和弹性,在大气、淡水、海水和某些酸中耐蚀性高,可热、冷态压力加工,可电焊和气焊,不易钎焊。
用途:弹簧盒要求耐蚀的其它弹性元件。
QAL9-4:具有高的强度,良好的减摩性和很好的耐蚀性,可热加工,可焊接,但不易钎焊。
用途:高强、耐磨零件,如轴承、轴套、齿轮、涡轮等;还可制造接管嘴、法兰盘、扁形摇臂、支架等。
QAL10-4-4:在400℃以下具有稳定的力学性能,有良好的减摩性,在大气、淡水、海水中耐蚀性很好,可热加工,可焊接,但不易钎焊。
用途:高强度的耐磨零件盒在400℃以下工作的零件,如轴承、轴套、齿轮、球形座、螺帽、法兰盘等。
化学成分的影响
化学成分对铝青铜组织与性能的影响一直是关注的热点之一。首先,化学成分对合金作用的好与坏并没有一个明确的界定。如铁加入铝青铜中一般起到细化晶粒、减小“自发回火脆性”、提高力学性能的作用,但当铁含量较高时,铁会以Fe3Al2化合物析出,使腊帆散合金的机械性能变坏,因此铁含量不应超过5%。还有锌元素,很多研究认为它与基体金属固溶后,可提高金属的塑性,而也有研究认为其为杂质元素。由此看出,合金元素的作用不能一概而论。普遍认为加入适量的合金元素可改善合金的机械性能,如加入适量的铁形成铝铁青铜,加入锰形成铝锰青铜,加入镍形成铝镍青铜。其次,对于杂质元素含量的要求还没有一个明确的界定。正是由于化学成分的变化才使得铝青铜的种类和应用场合各不相同,研究者应该不断研究化学成分的影响、作用机理,进一步扩大铝青铜的应用范围。
强化
通常采用一些强化工艺来改善铝青铜合金组织状态以达到所需要的使用性质和工艺性能。铝青铜合金的强化主要手段有固溶强化、细晶强化、时效强化等。固溶强化就是将合金加热到能使铝、锰等合金元素全部或最大限度的溶入铜基体中形成饱和或过饱和固溶体后,淬火至室温得到过饱和固溶体的工艺。然而,这种过饱和固溶体在室温或较高温度下将发生分解而析出第二相,这种析出可使合金的强度、硬度显著增加,这就是时效强化。固溶与时效往往配合使用来改善铝青铜合金的性能。
特种
这里主要指含铝量在11.5%以上、15%以下的铝青铜。除铝外的元素组分和普通铝青铜相差不大。因为含铝量的差异,使得特种铝青铜有着比合金钢更加高的强度和接近合金钢的硬度。被广泛用于力结构件、传动件等。
此外,因其良好的耐腐蚀性、抗压抗磨能力,还用于高速列车的传动轴齿轮。中国不能量产。 [2]
铝青铜焊接要点
焊接铝青铜的主要困难是铝的氧化,生成致密而难熔的Al2O3薄膜覆盖在熔滴和熔池表面。易在焊缝中产生夹渣、气孔和未熔合等缺陷。清除铝的氧化物和防止铝的氧化成为焊接铝青铜成败的关键。此外w(Al)<7%的单相铝青铜具有热脆性,在热影响区易产生裂纹,比较难焊。w(A1)≥7%的单相合金和双相合金,采取一些防裂措施是可以焊接的。
一般不推荐采用气焊,因为很难完全消除铝的氧化物有害作用。如果必须采用气焊,则须对焊丝、焊接坡口作彻底清理,使用含氯化盐和氟化盐的熔剂。严格采用中性焰等措施。
焊条电弧焊一般用于铝青铜锻件或铸件的焊补。采用ECuAl-c(即T237)焊条。除薄件(≤3mm)外,需采用70°~90°的V形坡口;薄件常不预热,对于 w(Al)<10%的合金,预热和层间温度一般不应超过150℃。焊接铝含量为10%~13%的铝青铜,厚工件推荐预热和层间温度约260℃,焊件宜快速冷却。采用直流反接,短弧和窄焊道施焊。多层焊时层间必须彻底清渣。