CO2气体保护焊操作规程
1.准备工作
(1) 认真熟悉焊接有关图样,弄清焊接位置和技术要求。
(2) 焊前清理。CO2焊虽然没有钨极氩弧焊那样严格,但也应清理坡口及其两侧表面的油污、漆层、氧化皮以及铁金属等杂物。
(3 ) 检查设备。检查电源线是否破损;地线接地是否可靠;导电嘴是否良好;送丝机构是否正常;极性是否选择正确。
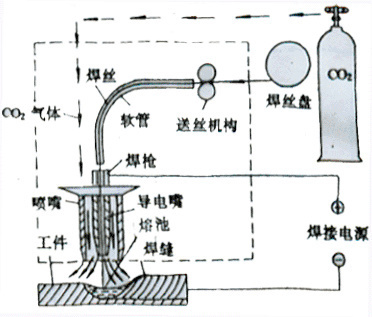
(4 ) 气路检查。CO2气体气路系统包括CO2气瓶、预热器、干燥器、减压阀、电磁气阀、流量计。使用前检查各部连接处是否漏气,CO2气体是否畅通和均匀喷出。
焊接工艺
一、CO2气体保护焊的工艺参数有焊接电流、电弧电压、焊丝直径、焊丝伸出长度、气体流量等。在其采用短路过渡焊接时还包括短路电流峰值和短路电流上升速度。
(1) 焊接电流和电弧电压 短路过渡焊接时,焊接电流和电弧电压周期性的变化。电流和电压表上的数值是其有效值,而不是瞬时值,一定的焊丝直径具有一定的电流调节范围。
(2) 焊丝伸出长度 是指导电嘴端面至工件的距离。由于CO2焊时选用焊丝较细,焊接电流流经此段所产生的电阻热对焊接过程有很大影响。生产经验表明,合适的伸出长度应
二、为焊丝直径的10~20倍,一般在5~15mm范围内。
(1) 气体流量 小电流时,气体流量通常为5~15L/min;大电流时,气体流量通常为10~激历信20L/min,并不是流量越大保护效果越好。气体流量过大时,由于保护气流的紊流度增大,反而会 把外界空气卷入焊接区。
(2) 电源极性 CO2气体保护焊一般都采用直流反接,飞溅小,电弧稳定,成形好。 二氧化碳气体保护焊操作禁忌
(3) CO2焊不允许用普通H08A焊丝 CO2是一种活泼气体,在电弧高温的作用下分解出原子氧,具有很强的氧化性,能使焊缝中大量的合金元素烧损,同时,还能使飞溅增加,气孔倾向增大。而普通H08A焊丝中仅含有少许的合金元素,无法弥补焊缝中被烧损的合金元素,焊缝的力学性能下降。因此,CO2 焊应该选择含有足够的锰和硅等脱元素的焊丝,方能减少金属飞溅,保证焊缝具有较高的力学性能和抗裂性能。
(4)焊丝中硅和锰的含量不宜过高 CO2焊常采用Si和Mn联合脱氧,其效果极佳。但是加入焊丝中的Mn和Si元素,由于在焊接中一部分直接氧化和蒸发掉,一部分消耗于FeO的脱氧: 还有一部分则留在焊缝中作为补充合金元素,所以要求焊丝要含有足够的Si和Mn,且比例要合适。如果将Si和Mn含量提得过高,则会降低焊缝金属的塑性和冲击韧性,降低焊缝的力学性能.
(5)CO2 焊不宜采用大颗粒滴状过渡 当焊丝直径大于1.6mm,电流小于400A时,熔滴为大颗粒滴状过渡,其尺寸大小不烂答仅决定于表面张力与重力的平衡。明轮由于CO2 气体在高温下分解时,要吸收大量的电弧热量,对电弧有冷却作用,造成电弧收缩,使电弧电场提高,迫使电弧集中在熔滴下部,而熔滴在较大的斑点压力作用下,被迫上挠而形成非轴向过渡,如图2-5所示。这种大颗粒非轴向过渡的熔滴,飞溅很大,电弧不稳定,焊缝成形也较差,因此在实际生产中不宜采用。