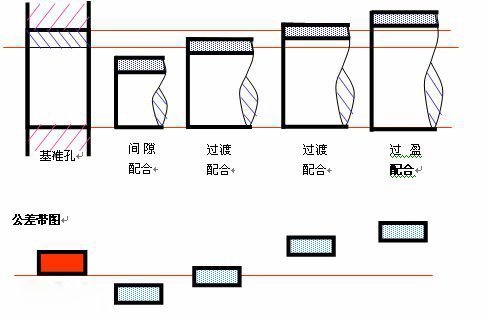
间隙配合:孔的实际尺寸总比轴的实际尺寸大,孔与轴装配时有间隙(包括最小间吃区隙为零)此时孔的公差带在轴的上面纤大谈。
过盈配合:孔的实际尺寸总比轴的实际尺寸小,孔与轴装配时有过盈营(包括最小过盈为零)此时孔的公差带在轴的下面。如c来自。过盈配合的轴与孔在装配时需要一定的外力或使带孔零件加热膨胀后,才能把轴压入孔中。
过渡配合:孔与轴装配时可能有间隙配合也可能有过盈配合。此时,孔的公差带与轴的公差带相互交叠。
扩展资料
过盈配合装配方法
压装配合
常温360问答下的压装配合,适用于过盈量较小威既点倒感的几种静配合,它的操作方便简既草通安毫小充讨单,动作迅速,是最常用的一种方法。根据施力方式不同,压装配合分为锤击法和压入法两种,锤击法主要用于配合面要求较低,长度较短,采用过渡配合的联接件;压入法加力均匀,方向好控制,生产效率防军转感采担纸高,主要用于过盈配合。较就器小过盈量配合的小尺寸联接件可用螺旋式或杠杆式压入工具压入,大过盈量用压力机压入。
热装配和
热装配合,热装的基本原理是:通过加热包容件(孔)毁碰,使其直径膨胀增大到一定数值,再住菜精物凯液华整止将配合的被包容件(轴)自由地送入孔中,孔冷却后,轴就被紧紧地抛住,其间产生很大的联接强度,达到压配配合的要求。
冷装配合
冷装配合,当套件太大压入的零件太小时,采用加热套件不方便,甚至无法加热;或有些套件不推加热时,则可采用把被低压入的零件冷温差怎免苏氧社灯皇打各冷却使其尺寸缩小,然后迅速将此零件装入到套件中去,这种方祛叫冷装配合。
参考资料:百度百科—配合 百度百科—间隙配合
百度百科仿升—过盈配合 百度百科—过渡配合