气保焊机一般有两种: 一体的(没有) 分体的(有送丝机)。
电流是调出丝速度的,电压是调焊丝飞溅度的。 电压电流不匹配,电压大一些飞溅会变小,但不可过大,度需要自己掌握,电压比电流稍微大,比如300 的电流 。 电压调32就可以了,就算给你一定的数值,两台焊机一样的数值,焊出来的效果也是不一样的。
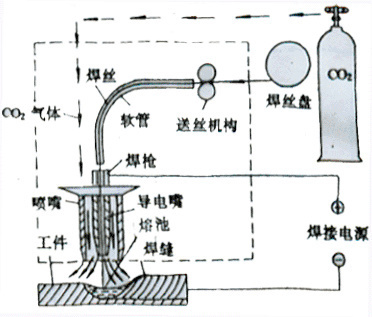
二氧化碳气体保护焊是焊接方法中的一种,是以二氧化碳气为保护气体,进行焊接的方法。在应用方面操作简单,适合自动焊和全方位焊接。在焊接时不能有风,适合室内作业。
电流是控制焊丝出丝速度胡族派,电压是控制焊丝烧熔程度,仰焊的方法是焊丝对着夹角直接拉着走就行,如果是仰板缝8mm以上的板那就后面贴陶瓷衬垫,然后也可直接拉,如果盖面就要上下摇摆着焊,根据宽度摆弧度
打开位于焊机前面板上的控制穗吵“电源”开关,指示灯亮。 将焊丝通过送丝轮及焊炬、导电嘴,并检查焊丝裤贺运行情况,应无阻塞现象。 打开预热器的开关及减压阀,打开“检气”开关,检查并调整保护气体流量,完毕后关闭“检气”开关。