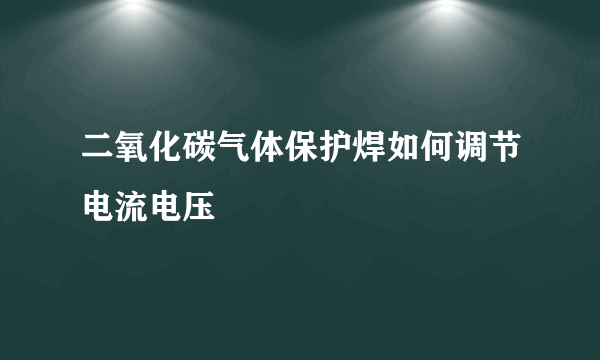
用二氧化碳气隐誉体作为保护气体的电弧焊接方法,称为二氧化碳气体保护焊,简称二氧化碳焊。二氧化碳气体保护焊具有如下特点: (1)二氧化碳没燃气体价廉易得,而且消耗电能少,是一种既经济,又便于自动化生产的焊接方法。一般情况下,二氧化碳气体保护焊的成本仅为手工电弧焊的37%-42%,为埋弧焊的40%。 (2)生产效率高。焊接电流密度大,焊丝熔化率高,母材熔透深度大,对于10毫米左右的钢板,可以不开坡口直接焊接,焊后渣很少,一般可不清渣,焊接质量稳定。 (3)电流密度大,电弧热量集中,焊接后工件变形较小。 (4)对油、锈的敏感程度较小,可减少工件和焊丝的清理工作量。 (5)二氧化碳焊的焊缝金属含氢量小,焊接低合金高强度钢时,产生冷裂纹的倾向小。 (6)飞溅较多,枯携虚焊缝成形不够美观,清理飞溅费时间。 (7)二氧化碳属于弱氧化性,故不能用于焊接铝、镁等化学活性强的金属。